Uma dúvida recorrente é como imprimir peças pequenas fatiando com o Slic3r, para isso é necessário alterar alguns parâmetros na guia Advanced no Campo Extrusion width, como muita gente tem dúvida para configurar esse campo, fizemos mais este tutorial.
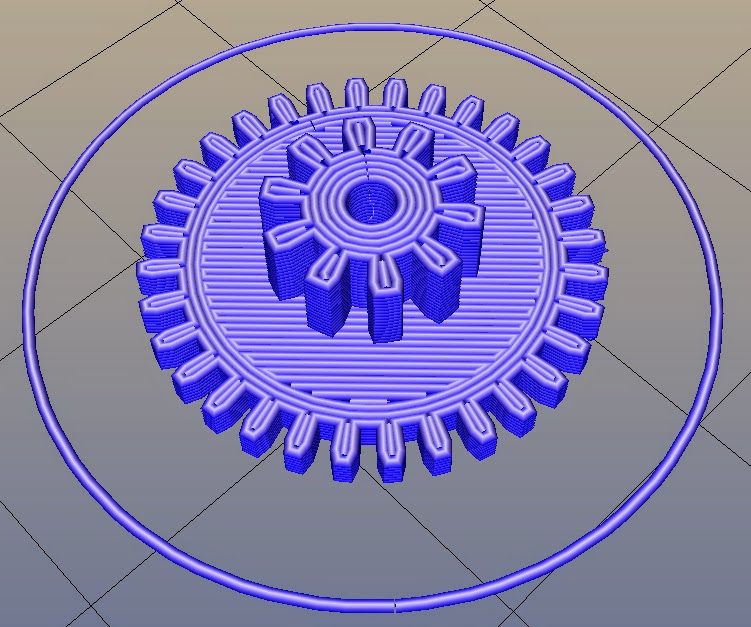
Exemplo de um peça pequena para impressão.

Notem que a peça tem apenas 17,76mm e 4mm de altura.
Ao fatiar a peça no Slic3r com as configurações padrões e altura de camada 0,2mm obteremos o seguinte resultado:

Nas configurações padrões, quando decidimos a altura de uma camada, o programa calcula a largura do filamento, a qual nem sempre atende a necessidade de impressão de uma peça pequena, notem que os dentes da engrenagem não foram preenchidos, nesse caso precisamos configurar manualmente a largura do filamento, isso é feito na guia "Print Settings" do slic3r, linha "Advanced".

Os valores que estão definidos com 0, o Slic3r calcula automaticamente, para alterar esse valores basta digitar o valor seguido do %.
Por exemplo, o primeiro campo "Default extrusion width", o valor 0 corresponde em + ou - 160% portanto ao alterar o valor para menos que 160%, a largura do filamento tende a diminuir.
No primeiro exemplo de fatiamento o Slic3r calculou 0.40mm de espessura para perímetro e 0,67mm para o preenchimento, o que é muito para essa pequena peça, agora vamos fatiar novamente alterando o valor do "Default extrusion width" e do First layer para 140%
Vejam que já melhorou bastante o preenchimento da peça, porém ainda pode ficar melhor, vamos tentar agora com o valor de 100%.

Agora esta pronta para impressão, com todos os dentes bem preenchidos.
Para cada valor digitado no "Default extrusion width" obtemos diferentes larguras do filamento proporcionando um melhor preenchimento de áreas pequenas.

Imprimir mais de uma peça pequena ao mesmo tempo
Outra dica importante na hora de imprimir peças pequenas é colocar mais de uma na mesa de impressão, pois dessa forma, enquanto a impressora alterna entre uma peça e outra, dá tempo da camada anterior esfriar, evitando que borre a peça, o que acontece por não dar tempo de esfriar a camada anterior devido a peça ser pequena, veja o exemplo abaixo:

Notem que as peças foram afastadas umas das outras de propósito, afim de dar mais tempo de esfriar a camada anterior:
Concluindo:
Além de definirmos a altura da camada também podemos alterar a espessura do filamento extrusado, alterando as variáveis do campo Extrusion width, na guia Advanced do Slic3r.
No exemplo utilizado ficamos com:
Valor 0 Calculado pelo Slic3r:
perimeters extrusion width = 0.40mm
infill extrusion width = 0.67mm
Com valor de 140%:
perimeters extrusion width = 0.28mm
infill extrusion width = 0.28mm
Com valor de 100%:
perimeters extrusion width = 0.20mm
infill extrusion width = 0.20mm
Podemos ainda mudar os valores individualmente, de acordo com a necessidade da peça, a mudança pode ser feita para cada um dos campos:
First layer = primeira camada (valor padrão = 200%)
Perimeters = contorno da peça
Infill = preenchimento da peça
Solid Infill = preenchimento de camadas com 100% de preenchimento
Top Solid Infill = preenchimento do fechamento superior da peça
Suporte material = material para imprimir o suporte

Portanto para imprimir a peça usada neste exemplo, com o valor de 100% para primeira camada e as demais camadas, e colocando 2 peças o Preview de impressão fica da seguinte forma:

Velocidade/temperatura:
Outro fator muito importante para imprimir peças muito pequenas é uma BAIXA velocidade de impressão, por exemplo para imprimir a peça acima as velocidade definidas foram:
Perimeters: 12mm/s
Smal perimeters: 6mm/s
External perimeters: 70%
Infill: 15mm/s
Solid Infill: 15mm/s
Top solid infill: 9mm/s
Support material: 12mm/s
Bridges: 15mm/s
Gap fill: 3mm/s
Até o deslocamento sem estar imprimindo teve a velocidade diminuída afim da impressora trabalhar devagar e suave como um todo.
Travel: 50mm/s
A temperatura também deve ser mais baixa do que o normal para peças pequenas como a do exemplo, devido a velocidade reduzida, se você normalmente imprimi a 220ºC, pode colocar 10º a menos, 210ºC.
Considerações finais:
Não é fácil imprimir peças muito pequenas, como essa do exemplo acima, as vezes é necessário mais de uma tentativa.
Um outro programa que faz um bom fatiamento de peças bem pequenas é o Cura, para quem gosta de testar programas, eu recomendo fazer o teste com ele também. Futuramente, vou criar um tutorial ensinando a usar o Cura http://software.ultimaker.com/
Nenhum comentário:
Postar um comentário